
Page 210 - CITS - Welder - TP - Hindi
P. 210
वे र - CITS
काय का अनु म (Job Sequence)
• गैस किटंग, ाइंिडंग और फाइिलंग का उपयोग करके ेटों को साइज़ म तैयार कर (यानी 150 x 50 x 10 mm)।
• काब न ील वायर श से वे ंग लाइन के साथ बेस मेटल की सतह को साफ कर ।
• ेटों को उ े “T” के साइज़ म सेट कर ।
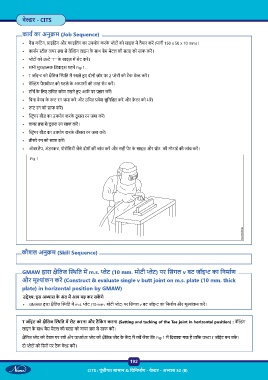
• सभी सुर ा क िडवाइस पहन Fig 1.
• T जॉइ को ैितज थित म रखते ए दोनों छोर पर 2 ेटों को टैक वे कर ।
• वे ंग पैरामीटर को पहले के अ ासों की तरह सेट कर ।
• टॉच के िलए उिचत कोण रखते ए आक पर हार कर ।
• िबना वेयव के ट रन जमा कर और उिचत वेश सुिनि त कर और े टर को भर ।
• ट रन को साफ कर ।
• ंगर बीड का उपयोग करके दूसरा रन जमा कर ।
• वायर श से दू सरा रन साफ कर ।
• ंगर बीड का उपयोग करके तीसरा रन जमा कर ।
• तीसरे रन को साफ कर ।
• ओवरलैप, अंडरकट, पोरोिसटी जैसे दोषों की जांच कर और सही पैर के साइज़ और ोट की मोटाई की जांच कर ।
Fig 1
कौशल अनु म (Skill Sequence)
GMAW ारा ैितज थित म m.s. ेट (10 mm. मोटी ेट) पर िसंगल v बट जॉइ का िनमा ण
और मू ांकन कर (Construct & evaluate single v butt joint on m.s. plate (10 mm. thick
plate) in horizontal position by GMAW)
उ े : इस अ ास के अंत म आप यह कर सक गे
• GMAW ारा ैितज थित म m.s. ेट (10 mm. मोटी ेट) पर िसंगल v बट जॉइ का िनमा ण और मू ांकन कर ।
T जॉइंट को ैितज थित म सेट करना और टैिकं ग करना (Setting and tacking of the Tee joint in horizontal position) : वे ंग
लाइन के साथ बेस मेटल की सतह को वायर श से साफ कर ।
ैितज ेट को टेबल पर रख और ऊ ा धर ेट को ैितज ेट के क म रख जैसा िक Fig 1 म िदखाया गया है तािक उ ा T जॉइंट बन सके ।
दो ेटों को िसरों पर टैक वे कर ।
192
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 52 (B)