
Page 29 - CITS - Welder - TP - Hindi
P. 29
वे र - CITS
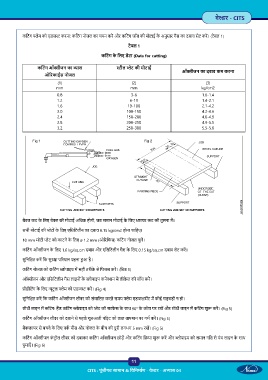
किटंग ेम को एडज करना: किटंग नोजल का चयन कर और किटंग जॉब की मोटाई के अनुसार गैस का दबाव सेट कर । (टेबल 1)
टेबल 1
किटंग के िलए डेटा (Data for cutting)
किटंग ऑ ीजन का ास ील ेट की मोटाई ऑ ीजन का दबाव कम करना
ओ रफाईस नोजल
(1) (2) (3)
mm mm kg/cm2
0.8 3-6 1.0-1.4
1.2 6-19 1.4-2.1
1.6 19-100 2.1-4.2
2.0 100-150 4.2-4.6
2.4 150-200 4.6-4.9
2.8 200-250 4.9-5.5
3.2 250-300 5.5-5.6
Fig 1 Fig 2
बेवल कट के िलए बेवल की मोटाई अिधक होगी, जब समान मोटाई के िलए ायर कट की तुलना म ।
सभी मोटाई की ेटों के िलए एिसिटलीन का दबाव 0.15 kg/cm2 होना चािहए।
10 mm मोटी ेट को काटने के िलए ø 1.2 mm (ओ रिफस) किटंग नोजल चुन ।
किटंग ऑ ीजन के िलए 1.6 kg/sq.cm दबाव और एिसिटलीन गैस के िलए 0.15 kg/sq.cm दबाव सेट कर ।
सुिनि त कर िक सुर ा प रधान पहना आ है।
किटंग नोजल को किटंग ोपाइप म सही तरीके से िफ कर । (िच 3)
ऑ ीजन और एिसिटलीन गैस लाइनों के ोपाइप कने न म लीके ज की जाँच कर ।
ीहीिटंग के िलए ूट ल ेम को एडज कर । (Fig 4)
सुिनि त कर िक किटंग ऑ ीजन लीवर को संचािलत करते समय ेम एडज म ट म कोई गड़बड़ी न हो।
सीधी लाइन म किटंग: ह ड किटंग ोपाइप को ेट की सरफे स के साथ 90° के कोण पर रख और सीधी लाइन म किटंग शु कर । (Fig 5)
किटंग ऑ ीजन लीवर को दबाने से पहले शु आती पॉइंट को लाल तापमान पर गम कर । (Fig 5)
बैकफ़ायर से बचने के िलए वक पीस और नोजल के बीच की दू री लगभग 5 mm रख । (Fig 5)
किटंग ऑ ीजन कं ट ोल लीवर को दबाकर किटंग ऑ ीजन छोड़ और किटंग ि या शु कर और ोपाइप को समान गित से पंच लाइन के साथ
घुमाएँ । (Fig 6)
11
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 04