
Page 33 - CITS - Welder - TP - Hindi
P. 33
वे र - CITS
किटंग नोजल को ोपाइप म सेट कर और ी-हीिटंग के िलए ूट ल ेम को एडज कर ।
नोट: सुिनि त कर िक किटंग ऑ ीजन लीवर को संचािलत करते समय ेम एडज म ट म कोई गड़बड़ी न हो।
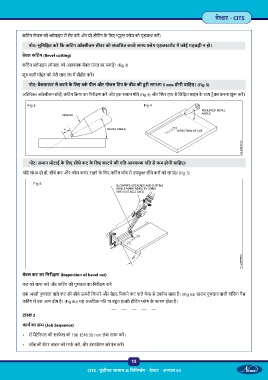
बेवल किटंग (Bevel cutting)
किटंग ोपाइप (नोजल) को आव क बेवल एं गल पर पकड़ । (Fig 3)
शु आती पॉइंट को चेरी लाल रंग म ीहीट कर ।
नोट: बैकफ़ायर से बचने के िलए वक पीस और नोजल िटप के बीच की द ू री लगभग 5 mm होनी चािहए। (Fig 3)
अित र ऑ ीजन छोड़ , किटंग ि या का िनरी ण कर और एक समान गित (Fig 4) और थर हाथ से िछि त लाइन के साथ ट ैवल करना शु कर ।
Fig 3 Fig 4
नोट: समान मोटाई के िलए सीधे कट के िलए काटने की गित आव क गित से कम होनी चािहए।
यिद संभव हो तो, सीधे कट और कोण बनाए रखने के िलए किटंग जॉब म उपयु सीधे बास को लगाएं । (Fig 5)
Fig 5
बेवल कट का िनरी ण (Inspection of bevel cut)
कट को साफ कर और किटंग की गुणव ा का िनरी ण कर
एक अ ी गुणव ा वाले कट को सीधे ऊपरी िकनारे और बेहद िचकने कट वाले फे स से दशा या जाता है। (Fig 6a) खराब गुणव ा वाली गॉिजंग गैस
किटंग म एक आम दोष है। (Fig 6b) यह अ िधक गित या ब त ह ी हीिटंग ेम के कारण होता है।
टा 2
काय का म (Job Sequence)
• रॉ मैटे रयल की सरफे स को 100 15F6 50 mm लंबा साफ कर ।
• जॉब की स टर लाइन को माक कर , और इंटरव शन को पंच कर ।
15
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 04