
Page 36 - CITS - Welder - TP - Hindi
P. 36
वे र - CITS
सुिनि त कर िक सुर ा प रधान पहना आ है।
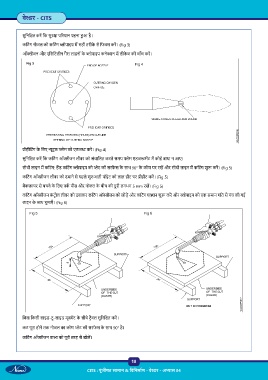
किटंग नोजल को किटंग ोपाइप म सही तरीके से िफ कर । (Fig 3)
ऑ ीजन और एिसिटलीन गैस लाइनों के ोपाइप कने न म लीके ज की जाँच कर ।
Fig 3 Fig 4
ीहीिटंग के िलए ूट ल ेम को एडज कर । (Fig 4)
सुिनि त कर िक किटंग ऑ ीजन लीवर को संचािलत करते समय ेम एडज म ट म कोई बाधा न आए।
सीधी लाइन म किटंग: ह ड किटंग ोपाइप को ेट की सरफे स के साथ 90° के कोण पर रख और सीधी लाइन म किटंग शु कर । (Fig 5)
किटंग ऑ ीजन लीवर को दबाने से पहले शु आती पॉइंट को लाल हीट पर ीहीट कर । (Fig 5)
बैकफ़ायर से बचने के िलए वक पीस और नोजल के बीच की दू री लगभग 5 mm रख । (Fig 5)
किटंग ऑ ीजन कं ट ोल लीवर को दबाकर किटंग ऑ ीजन को छोड़ और किटंग ए न शु कर और ोपाइप को एक समान गित से पंच की गई
लाइन के साथ घुमाएँ । (Fig 6)
Fig 5 Fig 6
िबना िकसी साइड-टू -साइड मूवम ट के सीधे ट ैवल सुिनि त कर ।
कट पूरा होने तक नोजल का कोण ेट की सरफे स के साथ 90° है।
किटंग ऑ ीजन वा को पूरी तरह से खोल ।
18
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 04