
Page 32 - CITS - Welder - TP - Hindi
P. 32
वे र - CITS
काय का अनु म (Job Sequence)
• सुर ा प रधान पहन ।
• काटे जाने वाली सरफे स को साफ कर ।
• गैस वे ंग ांट सेट कर और किटंग ोपाइप को ठीक कर ।
नोट: सुिनि त कर िक किटंग नोजल मेटल की मोटाई के अनुसार हो।
• एिसिटलीन और किटंग ऑ ीजन के गैस दबाव को एडज कर ।
नोट: सुिनि त कर िक दबाव सेिटंग मेटल की मोटाई और किटंग नोजल के आकार के अनुसार हो।
• ेट को आव क बेवल कोण पर माक कर और पंच कर ।
• उिचत किटंग ेम को एडज कर ।
• किटंग ोपाइप को काटने के िलए उिचत बेवल कोण पर पकड़ ।
• ेट के एक िसरे को पंच लाइन पर चेरी रेड हॉट तक गम कर ।
• किटंग ऑ ीजन छोड़ , और किटंग ि या का िनरी ण कर ।
• किटंग ोपाइप को दू सरे िसरे की ओर ले जाएँ , पंच लाइन का अनुसरण करते ए धीरे-धीरे और थर प से आव क कोण पर।
नोट: नोजल की सही गित और द ू री बनाए रख ।
• किटंग ऑ ीजन को बंद कर और कट पूरा होने पर ेम बुझा द ।
• कट को साफ कर , और इसकी सटीकता का िनरी ण कर ।
• जब तक आप एक अ ा और िचकना कट ा नहीं कर लेते तब तक अ ास को दोहराएं ।
कौशल अनु म (Skill Sequence)
हाथ से बेवल काटना (ऑ ी-एिसिटलीन) (Bevel cutting by hand (Oxy-acetylene))
उ े : इस अ ास के अंत म आप यह कर सक गे
• बेवल किटंग के िलए वक पीस सेट कर
• हाथ से बेवल सरफे स को गैस से काट
• बेवल कट का िनरी ण कर ।
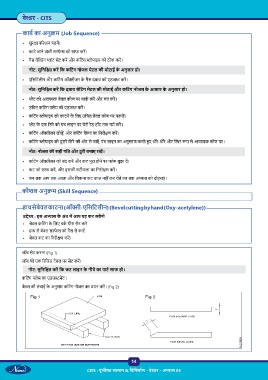
जॉब सेट करना (Fig 1)
जॉब को एक रिजड टेबल पर सेट कर ।
नोट: सुिनि त कर िक कट लाइन के नीचे का पाट साफ हो।
किटंग ेम का एडज म ट ।
बेवल की लंबाई के अनुसार किटंग नोजल का चयन कर । (Fig 2)
Fig 1 Fig 2
14
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 04