
Page 30 - CITS - Welder - TP - Hindi
P. 30
वे र - CITS
Fig 3 Fig 4
Fig 5 Fig 6
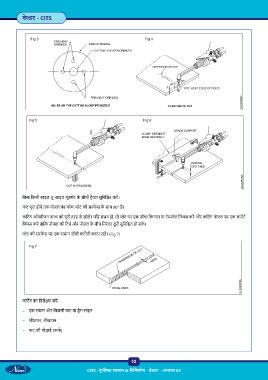
िबना िकसी साइड-टू -साइड मूवम ट के सीधी ट ैवल सुिनि त कर ।
कट पूरा होने तक नोजल का कोण ेट की सरफे स के साथ 90° है।
किटंग ऑ ीजन वा को पूरी तरह से खोल । यिद संभव हो, तो ेट पर एक सीधा िकनारा या टे लेट िफ कर और किटंग नोजल पर एक सपोट
िफ कर तािक नोजल की िटप और नोजल के बीच िनरंतर दू री सुिनि त हो सके ।
ेट की सरफे स पर एक समान सीधी कटौती बनाए रख । (Fig 7)
Fig 7
किटंग का िनरी ण कर
– एक समान और िचकनी कट या ड ैग लाइन
– सीधापन, तीखापन
– कट की चौड़ाई (कफ )
12
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 04