
Page 254 - CITS - Welder - TT - Hindi
P. 254
वे र - CITS
वे ंग से पहले िनरी ण (Visual inspection before welding)
a ऑपरेटर को काय के कार, इले ोड और वे ंग मशीन से प रिचत होना चािहए।
b िन िल खत कारकों को सुिनि त िकया जाना चािहए।
c वे की जाने वाली मटे रयल वे करने यो गुणव ा की है।
d ेट की मोटाई के अनुसार िकनारों को वे ंग के िलए ठीक से तैयार िकया गया है।
e बेस मेटल की उिचत सफाई। उिचत ट गैप की सेिटंग।
f िव पण को िनयंि त करने के िलए उिचत ि या का पालन िकया जाना चािहए।
g ो पाइप नोजल और िफलर रॉड, और ेम का उिचत चयन।
h DC वे ंग करंट के मामले म इले ोड की ुवता। ा के बल कने न टाइट ह ।
i इले ोड के आकार और वे ंग की थित के अनुसार करंट सेिटंग।
h ा उिचत संरेखण सुिनि त करने के िलए कोई िजग और िफ चर आव क ह ।
वे ंग के दौरान िनरी ण (Visual inspection during welding)
िन िल खत िबंदुओं की जाँच की जानी चािहए। वे जमा के अनु म का अ यन करना।
a म ी-रन वे ंग म अगला रन बनाने से पहले ेक वे को पया प से साफ िकया गया है या नहीं, इसकी जाँच करना।
b वे संरेखण उिचत होना चािहए।
c वे ंग इले ोड सूखा होना चािहए।
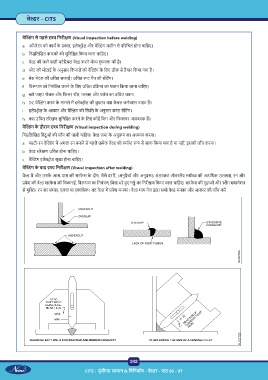
वे ंग के बाद िनरी ण (Visual inspection after welding)
वे म और उसके आस-पास की सरफे स के दोष, जैसे दरार , (अनुदै और अनु थ) अंडरकट ओवरलैप समो की अ िधक उ लता, रन और
वेश की वे सरफे स की िचकनाई, िव पण का िनयं ण, िबना भरे ए ग े का िनरी ण िकया जाना चािहए। सरफे स की गुहाओं और ैग समावेशन
से मु । रन का जमाव, एकल या एकािधक। बट वे म वेश मनका। वे माप गेज ारा सभी वे मनका और आकार की जाँच कर
242
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 83 - 97