
Page 118 - CITS - Fitter Trade Pactical - Volume - 2
P. 118
FITTER - CITS
Job Sequence
• Check the raw material for its size.
• File blank size to Ø 13.9 mm x 40 mm length as per drawing.
• File chamfer in both ends to 2 mm x 45°
• Hold the job at 90° in bench vice.
Use vice clamp for ensuring a good grip in the vice.
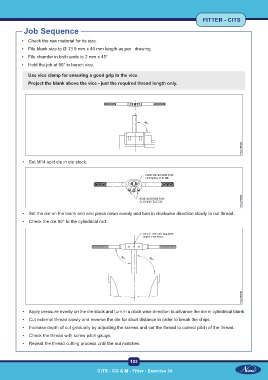
Project the blank above the vice - just the required thread length only.
• Set M14 split die in die stock.
• Set the die on the blank end and press down evenly and turn in clockwise direction slowly to cut thread.
• Check the die 90° to the cylindrical rod.
• Apply pressure evenly on the die stock and turn in a clock wise direction to advance the die in cylindrical blank.
• Cut external thread slowly and reverse the die for short distance in order to break the chips.
• Increase depth of cut gradually by adjusting the screws and cut the thread to correct pitch of the thread.
• Check the thread with screw pitch gauge.
• Repeat the thread cutting process until the nut matches.
103
CITS : CG & M - Fitter - Exercise 34