
Page 215 - CITS - Fitter Trade Pactical - Volume - 2
P. 215
FITTER - CITS
• Set the joint on the welding table in a flat position.
• Deposit root run in the joint by forming a keyhole and obtain complete penetration.
• De-slag and clean the root run and inspect root penetration.
Ensure the crown of penetration is not more than 1.6 mm in height.
• Grind and dress the face of the root run, if required.
• Set the welding current 160 amps for Æ 4mm medium coated M.S. electrode.
• Deposit an intermediate layer i.e. second run over the root run with slight weaving motion using Æ4mm
electrode.
• Clean the intermediate layer thoroughly and inspect for faults. Rectify the defects, if any.
• Deposit the final layer to the weld size using the same current setting, electrode and weaving motion as used
for the second layer.
• Clean the final layer for inspection.
• Inspect the corner fillet weld:
– to ensure uniform and correct reinforcement
– to ensure that the weld face is free from porosity, slag inclusion, unfilled crater, overlap and edge of plate
melted off/insufficient throat thickness.
Skill Sequence
Single ‘Vee’ butt joint in flat position by arc (TASK 1)
Objectives: At the end of this exercise you shall be able to
• single ‘vee’ butt joint in flat position by welding
• prepare the plate edges for single vee butt joint
• set the plates with a root gap of 2mm and proper destortion allowance for single ‘vee’ butt joint
• deposit root bead in termediate and final covering runs in single ‘vee’ butt joint
• clean and inspect the weld for surface defects.
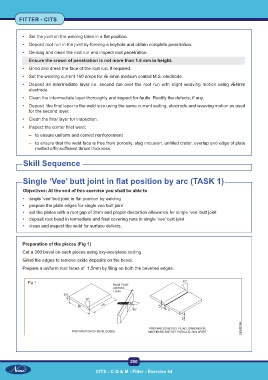
Preparation of the pieces (Fig 1)
Cut a 300 bevel on each pieces using oxy-acetylene cutting.
Grind the edges to remove oxide deposits on the bevel.
Prepare a uniform root faces of 1.5mm by filing on both the bevelled edges.
Fig 1
200
CITS : C G & M - Fitter - Exercise 54