
Page 219 - CITS - Fitter Trade Pactical - Volume - 2
P. 219
FITTER - CITS
Fillet weld in open corner joint in flat position by arc welding
(TASK 2)
Objectives: At the end of this exercise you shall be able to
• set and weld open corner joint.
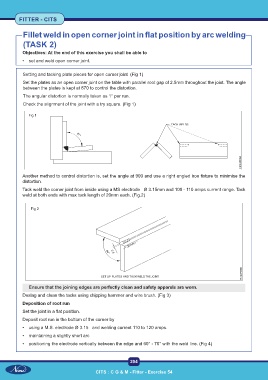
Setting and tacking plate pieces for open corner joint (Fig 1)
Set the plates as an open corner joint on the table with parallel root gap of 2.5mm throughout the joint. The angle
between the plates is kept at 870 to control the distortion.
The angular distortion is normally taken as 1° per run.
Check the alignment of the joint with a try square. (Fig 1)
Fig 1
Another method to control distortion is, set the angle at 900 and use a right angled iron fixture to minimise the
distortion.
Tack weld the corner joint from inside using a MS electrode Ø 3.15mm and 100 - 110 amps current range. Tack
weld at both ends with max tack length of 20mm each. (Fig.2)
Fig 2
Ensure that the joining edges are perfectly clean and safety apparels are worn.
Deslag and clean the tacks using chipping hammer and wire brush. (Fig 3)
Deposition of root run
Set the joint in a flat position.
Deposit root run in the bottom of the corner by
• using a M.S. electrode Ø 3.15 and welding current 110 to 120 amps.
• maintaining a slightly short arc
• positioning the electrode vertically between the edge and 60° - 70° with the weld line. (Fig 4)
204
CITS : C G & M - Fitter - Exercise 54