
Page 217 - CITS - Fitter Trade Pactical - Volume - 2
P. 217
FITTER - CITS
Fig 4
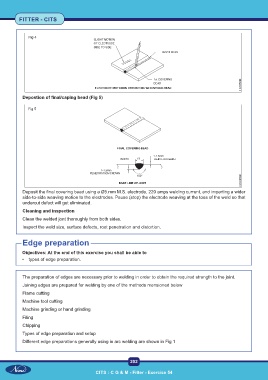
Depostion of final/caping bead (Fig 5)
Fig 5
Deposit the final covering bead using a Ø5.mm M.S. electrode, 220 amps welding current, and imparting a wider
side-to-side weaving motion to the electrodes. Pause (stop) the electrode weaving at the toes of the weld so that
undercut defect will get eliminated.
Cleaning and inspection
Clean the welded jont thoroughly from both sides.
Inspect the weld size, surface defects, root penetration and distortion.
Edge preparation
Objectives: At the end of this exercise you shall be able to
• types of edge preparation.
The preparation of edges are necessary prior to welding in order to obtain the required strength to the joint.
Joining edges are prepared for welding by one of the methods mensioned below
Flame cutting
Machine tool cutting
Machine grinding or hand grinding
Filing
Chipping
Types of edge preparation and setup
Different edge preparations generally using in arc welding are shown in Fig 1
202
CITS : C G & M - Fitter - Exercise 54