
Page 231 - CITS - Fitter Trade Pactical - Volume - 2
P. 231
FITTER - CITS
Fig 1
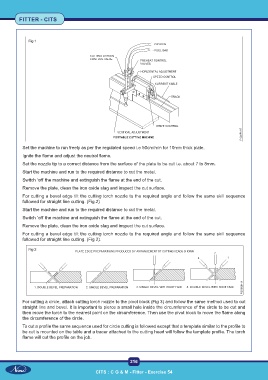
Set the machine to run freely as per the regulated speed i.e 50cm/min for 10mm thick plate.
Ignite the flame and adjust the neutral flame.
Set the nozzle tip to a correct distance from the surface of the plate to be cut i.e. about 7 to 8mm.
Start the machine and run to the required distance to cut the metal.
Switch ‘off’ the machine and extinguish the flame at the end of the cut.
Remove the plate, clean the iron oxide slag and inspect the cut surface.
For cutting a bevel edge tilt the cutting torch nozzle to the required angle and follow the same skill sequence
followed for straight line cutting. (Fig.2)
Start the machine and run to the required distance to cut the metal.
Switch ‘off’ the machine and extinguish the flame at the end of the cut.
Remove the plate, clean the iron oxide slag and inspect the cut surface.
For cutting a bevel edge tilt the cutting torch nozzle to the required angle and follow the same skill sequence
followed for straight line cutting. (Fig 2).
Fig 2
For cutting a circle, attach cutting torch nozzle to the pivot block (Fig 3) and follow the same method used to cut
straight line and bevel. It is important to pierce a small hole inside the circumference of the circle to be cut and
then move the torch to the nearest point on the circumference. Then use the pivot block to move the flame along
the circumference of the circle.
To cut a profile the same sequence used for circle cutting is followed except that a template similar to the profile to
be cut is mounted on the table and a tracer attached to the cutting head will follow the template profile. The torch
flame will cut the profile on the job.
216
CITS : C G & M - Fitter - Exercise 54