
Page 117 - CITS - Welder - Trade Practical
P. 117
WELDER - CITS
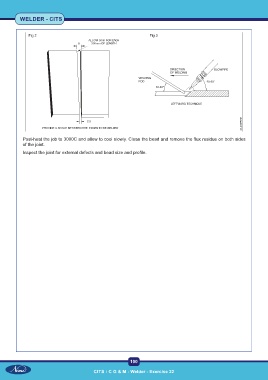
Fig 2 Fig 3
Post-heat the job to 3000C and allow to cool slowly. Clean the bead and remove the flux residue on both sides
of the joint.
Inspect the joint for external defects and bead size and profile.
100
CITS : C G & M - Welder - Exercise 22