
Page 122 - CITS - Welder - Trade Practical
P. 122
WELDER - CITS
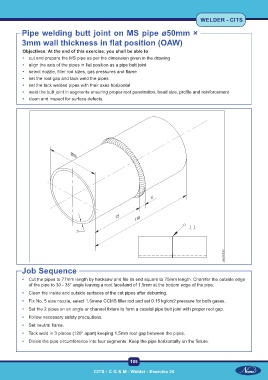
Pipe welding butt joint on MS pipe ø50mm ×
3mm wall thickness in flat position (OAW)
Objectives: At the end of this exercise, you shall be able to
• cut and prepare the MS pipe as per the dimension given in the drawing
• align the axis of the pipes in flat position as a pipe butt joint
• select nozzle, filler rod sizes, gas pressures and flame
• set the root gap and tack weld the pipes
• set the tack welded pipes with their axes horizontal
• weld the butt joint in segments ensuring proper root penetration, bead size, profile and reinforcement
• clean and inspect for surface defects.
Job Sequence
• Cut the pipes to 77mm length by hacksaw and file its end square to 75mm length. Chamfer the outside edge
of the pipe to 30 - 35° angle leaving a root face/land of 1.5mm at the bottom edge of the pipe.
• Clean the inside and outside surfaces of the cut pipes after deburring.
• Fix No. 5 size nozzle, select 1.6mmø CCMS filler rod and set 0.15 kg/cm2 pressure for both gases.
• Set the 2 pipes on an angle or channel fixture to form a coaxial pipe butt joint with proper root gap.
• Follow necessary safety precautions.
• Set neutral flame.
• Tack weld in 3 places (120° apart) keeping 1.5mm root gap between the pipes.
• Divide the pipe circumference into four segments. Keep the pipe horizontally on the fixture.
105
CITS : C G & M - Welder - Exercise 24