
Page 124 - CITS - Welder - Trade Practical
P. 124
WELDER - CITS
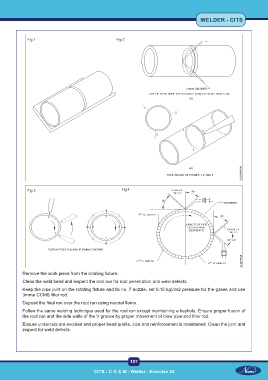
Fig 1 Fig 2
Fig 1
Fig 3 Fig 4
Remove the work piece from the rotating fixture.
Clean the weld bead and inspect the root run for root penetration and weld defects.
Keep the pipe joint on the rotating fixture and fix no. 7 nozzle, set 0.15 kg/cm2 pressure for the gases and use
3mmø CCMS filler rod.
Deposit the final run over the root run using neutral flame.
Follow the same welding technique used for the root run except maintaining a keyhole. Ensure proper fusion of
the root run and the side walls of the V groove by proper movement of blow pipe and filler rod.
Ensure undercuts are avoided and proper bead profile, size and reinforcement is maintained. Clean the joint and
inspect for weld defects.
107
CITS : C G & M - Welder - Exercise 24