
Page 46 - CITS - Welder - Trade Practical
P. 46
WELDER - CITS
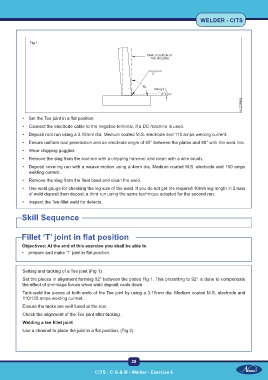
Fig 1
• Set the Tee joint in a flat position.
• Connect the electrode cable to the negative terminal, if a DC machine is used.
• Deposit root run using a 3.15mm dia. Medium coated M.S. electrode and 110 amps welding current.
• Ensure uniform root penetration and an electrode angle of 45° between the plates and 80° with the weld line.
• Wear chipping goggles.
• Remove the slag from the root run with a chipping hammer and clean with a wire brush.
• Deposit covering run with a weave motion using a 4mm dia. Medium coated M.S. electrode and 160 amps
welding current.
• Remove the slag from the final bead and clean the weld.
• Use weld gauge for checking the leg size of the weld. If you do not get the required 10mm leg length in 2 runs
of weld deposit then deposit a third run using the same technique adopted for the second run.
• Inspect the Tee fillet weld for defects.
Skill Sequence
Fillet ‘T’ joint in flat position
Objectives: At the end of this exercise you shall be able to
• prepare and make ‘T’ joint in flat position.
Setting and tacking of a Tee joint (Fig 1)
Set the pieces in alignment forming 92° between the plates Fig 1. This presetting to 92° is done to compensate
the effect of shrinkage forces when weld deposit cools down.
Tack-weld the pieces at both ends of the Tee joint by using a 3.15mm dia. Medium coated M.S. electrode and
110/120 amps welding current.
Ensure the tacks are well fused at the root.
Check the alignment of the Tee joint after tacking.
Welding a tee fillet joint
Use a channel to place the joint in a flat position. (Fig 2)
29
CITS : C G & M - Welder - Exercise 6