
Page 51 - CITS - Welder - Trade Practical
P. 51
WELDER - CITS
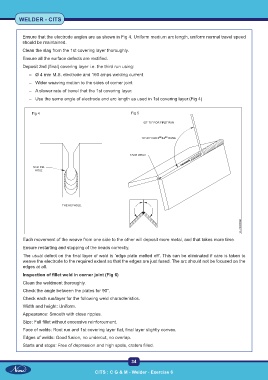
Ensure that the electrode angles are as shown in Fig 4. Uniform medium arc length, uniform normal travel speed
should be maintained.
Clean the slag from the 1st covering layer thoroughly.
Ensure all the surface defects are rectified.
Deposit 2nd (final) covering layer i.e. the third run using:
– Ø 4 mm M.S. electrode and 160 amps welding current
– Wider weaving motion to the sides of corner joint
– A slower rate of travel that the 1st covering layer.
– Use the same angle of electrode and arc length as used in 1st covering layer.(Fig 4)
Fig 4 Fig 5
Each movement of the weave from one side to the other will deposit more metal, and that takes more time.
Ensure restarting and stopping of the beads correctly.
The usual defect on the final layer of weld is ‘edge plate melted off’. This can be eliminated if care is taken to
weave the electrode to the required extent so that the edges are just fused. The arc should not be focused on the
edges at all.
Inspection of fillet weld in corner joint (Fig 6)
Clean the weldment thoroughly.
Check the angle between the plates for 90°.
Check each run/layer for the following weld characteristics.
Width and height: Uniform.
Appearance: Smooth with close ripples.
Size: Full fillet without excessive reinforcement.
Face of welds: Root run and 1st covering layer flat, final layer slightly convex.
Edges of welds: Good fusion, no undercut, no overlap.
Starts and stops: Free of depression and high spots, craters filled.
34
CITS : C G & M - Welder - Exercise 6