
Page 54 - CITS - Welder - Trade Practical
P. 54
WELDER - CITS
Job Sequence
• Straight cut two 10mm thick plates by gas cutting as per drawing and grind them to size.
• Bevel the edges of each plate to 30° angle by gas cutting and file the root face as per drawing.
• Clean the plates from dirt, water, oil, grease, paint etc.
• Keep the plates inverted in the form of a butt joint with proper root gap.
• Maintain a distortion allowance of 1.5° on each side of the joint.
• Wear all protective clothing.
• Use a 3.15mm medium coated MS electrode and set 110 amperes current. In case of DC welding machine
connect the electrode cable to the negative terminal of the machine.
• Tack weld on the back side of the plates at the ends. the length of tack should be 20mm.
• Deslag the tack weld and clean.
• Position the tack welded job on the table in flat position (the single V portion facing up)
• Deposit the root run and fill the crater as done for welding square butt joint. (Ex.No.3.06)
• Take special care to maintain key hole to ensure proper melting of root face and root penetration.
• Deposit the second run/intermittent run using 4mm ø medium coated electrode and 150-160 ampere current,
short arc and proper weaving of the electrode. Avoid excessive weaving and ensure normal travel speed.
• Fill the crater wherever necessary.
• Deslag.
• Deposit the third run/covering run using the same parameter and technique used for 2nd run. Ensure a proper
reinforcement of 1 to 1.5mm and avoid undercut.
• Inspect for any surface weld defect.
Skill Sequence
Welding of single ‘V’ butt joint MS plate 10mm thickness
in flat position
Objectives: At the end of this exercise you shall be able to
• weld single V butt joint MS plate 10mm in flat position.
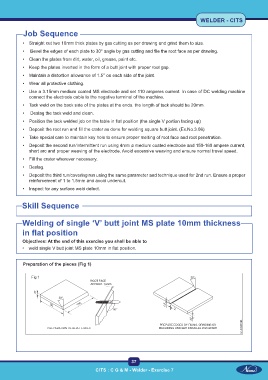
Preparation of the pieces (Fig 1)
Fig 1
37
CITS : C G & M - Welder - Exercise 7