
Page 55 - CITS - Welder - Trade Practical
P. 55
WELDER - CITS
Cut a 30° bevel on each piece using oxy-acetylene cutting.
Grind the bevel edges to remove oxide deposits on the bevel.
Prepare a uniform root faces 1.5 mm by filing on both the
Beveled edges.
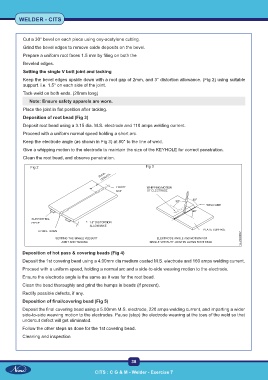
Setting the single V butt joint and tacking
Keep the bevel edges upside down with a root gap of 2mm, and 3° distortion allowance. (Fig 2) using suitable
support. i.e. 1.5° on each side of the joint.
Tack-weld on both ends. (20mm long)
Note: Ensure safety apparels are worn.
Place the joint in flat position after tacking.
Deposition of root bead (Fig 3)
Deposit root bead using a 3.15 dia. M.S. electrode and 110 amps welding current.
Proceed with a uniform normal speed holding a short arc.
Keep the electrode angle (as shown in Fig 3) at 80° to the line of weld.
Give a whipping motion to the electrode to maintain the size of the KEYHOLE for correct penetration.
Clean the root bead, and observe penetration.
Fig 2 Fig 3
Deposition of hot pass & covering beads (Fig 4)
Deposit the 1st covering bead using a 4.00mm dia medium coated M.S. electrode and 160 amps welding current.
Proceed with a uniform speed, holding a normal arc and a side-to-side weaving motion to the electrode.
Ensure the electrode angle is the same as it was for the root bead.
Clean the bead thoroughly and grind the humps in beads (if present).
Rectify possible defects, if any.
Deposition of final/covering bead (Fig 5)
Deposit the final covering bead using a 5.00mm M.S. electrode, 220 amps welding current, and imparting a wider
side-to-side weaving motion to the electrodes. Pause (stop) the electrode weaving at the toes of the weld so that
undercut defect will get eliminated.
Follow the other steps as done for the 1st covering bead.
Cleaning and inspection
38
CITS : C G & M - Welder - Exercise 7