
Page 225 - CITS - Welder - Trade Theory
P. 225
WELDER - CITS
Equipment and setup
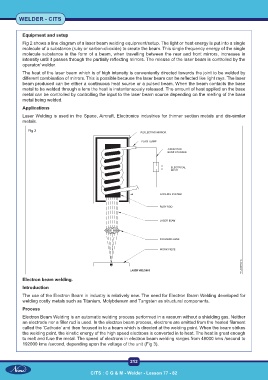
Fig 2 shows a line diagram of a laser beam welding equipment/setup. The light or heat energy is put into a single
molecule of a substance (ruby or carbon-di-oxide) to create the beam. This single frequency energy of the single
molecule substance in the form of a beam, when travelling between the rear and front mirrors, increases in
intensity until it passes through the partially reflecting mirrors. The release of the laser beam is controlled by the
operator/ welder.
The heat of the laser beam which is of high intensity is conveniently directed towards the joint to be welded by
different combination of mirrors. This is possible because the laser beam can be reflected like light rays. The laser
beam produced can be either a continuous heat source or a pulsed beam. When the beam contacts the base
metal to be welded through a lens the heat is instantaneously released. The amount of heat applied on the base
metal can be controlled by controlling the input to the laser beam source depending on the melting of the base
metal being welded.
Applications
Laser Welding is used in the Space, Aircraft, Electronics industries for thinner section metals and dis-similar
metals.
Fig 2
Electron beam welding.
Introduction
The use of the Electron Beam in industry is relatively new. The need for Electron Beam Welding developed for
welding costly metals such as Titanium, Molybdenum and Tungsten as structural components.
Process
Electron Beam Welding is an automatic welding process performed in a vacuum without a shielding gas. Neither
an electrode nor a filler rod is used. In the electron beam process, electrons are emitted from the heated filament
called the ‘Cathode’ and then focused in to a beam which is directed at the welding point. When the beam strikes
the welding point, the kinetic energy of the high speed electrons is converted in to heat. The heat is great enough
to melt and fuse the metal. The speed of electrons in electron beam welding ranges from 48000 kms /second to
192000 kms /second, depending upon the voltage of the unit (Fig 3).
212
CITS : C G & M - Welder - Lesson 77 - 82