
Page 228 - CITS - Welder - Trade Theory
P. 228
WELDER - CITS
Electro slag welding & Electro gas welding
Objectives : At the end of this lesson you shall be able to
• describe the principal of electro slag welding
• explain the equipments of electro slag welding
• explain the electro gas welding.
1 Electro slag welding
Introduction
Electro slag welding process is considered as a further development of submerged arc welding and developed
for the welding of thick plates with a single pass. With this process, plates of 25mm or more can be joined without
multiple passes and without edge preparations such as bevel joints, ‘V’ joints and ‘J’ joints and ‘U’ joints and
reduced the twice in the fabrication.
Principle: The electro-slag process is fully automatic. The plates to be joined are kept in vertical position. (The
axis of the weld joint is vertical) The flux is continuously fed into the area being welded where it forms a cover of
molten slag over the weld metal. This covering of molten slag serves as a major source of heat for the electro-
slag welding process. The welding takes place in the flat or down hand position with vertical upward travel of the
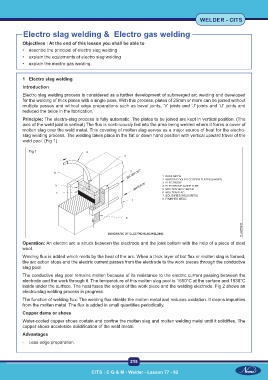
weld pool. (Fig 1)
Fig 1
Operation: An electric arc is struck between the electrode and the joint bottom with the help of a piece of steel
wool.
Welding flux is added which melts by the heat of the arc. When a thick layer of hot flux or molten slag is formed,
the arc action stops and the electric current passes from the electrode to the work pieces through the conductive
slag pool.
The conductive slag pool remains molten because of its resistance to the electric current passing between the
electrode and the work through it. The temperature of this molten slag pool is 1650°C at the surface and 1930°C
inside under the surface. The heat fuses the edges of the work piece and the welding electrode. Fig 2 shows an
electro-slag welding process in progress.
The function of welding flux: The welding flux shields the molten metal and reduces oxidation. It cleans impurities
from the molten metal. The flux is added in small quantities periodically.
Copper dams or shoes
Water-cooled copper shoes contain and confine the molten slag and molten welding metal until it solidifies. The
copper shoes accelerate solidification of the weld metal.
Advantages
- Less edge preparation.
215
CITS : C G & M - Welder - Lesson 77 - 82