
Page 237 - CITS - Welder - Trade Theory
P. 237
WELDER - CITS
and when combined with the correct amount of pressure, fusion takes place. The different types of resistance
welding machines are spot welding, seam welding, projection welding, flash butt welding and upset welding
machines. A standard rocker arm type resistance welding machine is shown in Fig 1.
The main parts are
1 The frame: It is the main body of the machine which differs in size and shape for the stationary and portable types.
2 Force mechanism: The compressed air cylinder and the pivoted rocker arm gives the necessary high pressure to
the lever to which the upper electrode holder is attached.
3 The electric circuit: It consists of a step down trans-former which provides for the necessary current to flow at the
point of weld.
4 The electrodes: The electrodes include the mechanism for making and holding contact at the weld area.
5 The timing controls: The switches which regulate the value of current, current flow time and contact period time
as the timing controls.
6 Water cooling system to circulate cooling water to the electrodes.
This is the additional part consisting of a water reservoir and flow system.
Spot welding: This type of resistance welding machine is most commonly used for resistance welding. The
material to be joined is placed between two electrodes as shown in Fig 2a. Pressure is applied after a quick shot
of electricity is sent from one electrode through the job to the other electrode.
Spot welding is made in three steps.
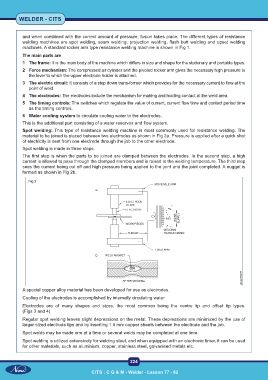
The first step is when the parts to be joined are clamped between the electrodes. In the second step, a high
current is allowed to pass through the clamped members and is raised to the welding temperature. The third step
sees the current being cut off and high pressure being applied to the joint and the joint completed. A nugget is
formed as shown in Fig 2b.
Fig 2
A special copper alloy material has been developed for use as electrodes.
Cooling of the electrodes is accomplished by internally circulating water.
Electrodes are of many shapes and sizes, the most common being the centre tip and offset tip types.
(Figs 3 and 4)
Regular spot welding leaves slight depressions on the metal. These depressions are minimized by the use of
larger sized electrode tips and by inserting 1.6 mm copper sheets between the electrode and the job.
Spot welds may be made one at a time or several welds may be completed at one time.
Spot welding is utilized extensively for welding steel, and when equipped with an electronic timer, it can be used
for other materials, such as aluminium, copper, stainless steel, galvanised metals etc.
224
CITS : C G & M - Welder - Lesson 77 - 82