
Page 239 - CITS - Welder - Trade Theory
P. 239
WELDER - CITS
necessity of employing a large current. The welding process consists of placing the projections in contact with the
mating part and aligning them between the electrodes (flat copper electrode) as illustrated in Fig 6.
Fig 6
Either single or a multitude of projections can be welded simultaneously.
Not all metals can be projection-welded. Brass and copper do not lend themselves to this method because the
projections usually collapse under pressure. Galvanised iron and tin plates, as well as most other thin gauge
steels, can be successfully projection-welded.
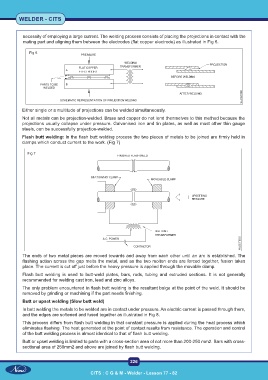
Flash butt welding: In the flash butt welding process the two pieces of metals to be joined are firmly held in
clamps which conduct current to the work. (Fig 7)
Fig 7
The ends of two metal pieces are moved towards and away from each other until an arc is established. The
flashing action across the gap melts the metal, and as the two molten ends are forced together, fusion takes
place. The current is cut off just before the heavy pressure is applied through the movable clamp.
Flash butt welding is used to butt-weld plates, bars, rods, tubing and extruded sections. It is not generally
recommended for welding cast iron, lead and zinc alloys.
The only problem encountered in flash butt welding is the resultant bulge at the point of the weld. It should be
removed by grinding or machining if the part needs finishing.
Butt or upset welding (Slow butt weld)
In butt welding the metals to be welded are in contact under pressure. An electric current is passed through them,
and the edges are softened and fused together as illustrated in Fig 8.
This process differs from flash butt welding in that constant pressure is applied during the heat process which
eliminates flashing. The heat generated at the point of contact results from resistance. The operation and control
of the butt welding process is almost identical to that of flash butt welding.
Butt or upset welding is limited to parts with a cross-section area of not more than 200-250 mm2. Bars with cross-
sectional area of 250mm2 and above are joined by flash butt welding.
226
CITS : C G & M - Welder - Lesson 77 - 82