
Page 109 - CITS - Fitter Trade Pactical - Volume - 2
P. 109
FITTER - CITS
Set the spindle speed of the drilling machine RPM. Use the formula
Substitute the recommended speed of the countersink. (V = 1/3rd of the cutting speed for drilling)
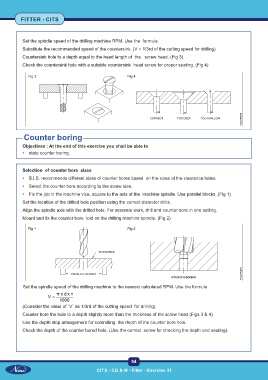
Countersink hole to a depth equal to the head length of the screw head. (Fig 3)
Check the countersink hole with a suitable countersink head screw for proper seating. (Fig 4)
Fig 3 Fig 4
Counter boring
Objectives : At the end of this exercise you shall be able to
• state counter boring.
Selection of counter bore sizes
• B.I.S. recommends different sizes of counter bores based on the sizes of the clearance holes.
• Select the counter bore according to the screw size.
• Fix the job in the machine vice, square to the axis of the machine spindle. Use parallel blocks. (Fig 1)
Set the location of the drilled hole position using the correct diameter drills.
Align the spindle axis with the drilled hole. For accurate work, drill and counter bore in one setting.
Mount and fix the counter bore tool on the drilling machine spindle. (Fig 2)
Fig 1 Fig 2
Set the spindle speed of the drilling machine to the nearest calculated RPM. Use the formula
x d x n
V =
1000
(Consider the value of `V` as 1/3rd of the cutting speed for drilling)
Counter bore the hole to a depth slightly more than the thickness of the screw head (Figs 3 & 4)
Use the depth stop arrangement for controlling the depth of the counter bore hole.
Check the depth of the counter bored hole. (Use the correct screw for checking the depth and seating).
94
CITS : CG & M - Fitter - Exercise 31