
Page 110 - CITS - Fitter Trade Pactical - Volume - 2
P. 110
FITTER - CITS
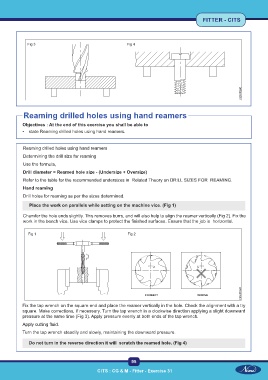
Fig 3 Fig 4
Reaming drilled holes using hand reamers
Objectives : At the end of this exercise you shall be able to
• state Reaming drilled holes using hand reamers.
Reaming drilled holes using hand reamers
Determining the drill size for reaming
Use the formula,
Drill diameter = Reamed hole size - (Undersize + Oversize)
Refer to the table for the recommended undersizes in Related Theory on DRILL SIZES FOR REAMING.
Hand reaming
Drill holes for reaming as per the sizes determined.
Place the work on parallels while setting on the machine vice. (Fig 1)
Chamfer the hole ends slightly. This removes burrs, and will also help to align the reamer vertically (Fig 2). Fix the
work in the bench vice. Use vice clamps to protect the finished surfaces. Ensure that the job is horizontal.
Fig 1 Fig 2
Fix the tap wrench on the square end and place the reamer vertically in the hole. Check the alignment with a try
square. Make corrections, if necessary. Turn the tap wrench in a clockwise direction applying a slight downward
pressure at the same time (Fig 3). Apply pressure evenly at both ends of the tap wrench.
Apply cutting fluid.
Turn the tap wrench steadily and slowly, maintaining the downward pressure.
Do not turn in the reverse direction it will scratch the reamed hole. (Fig 4)
95
CITS : CG & M - Fitter - Exercise 31 CITS : CG & M - Fitter - Exercise 31