
Page 250 - CITS - Fitter Trade Pactical - Volume - 2
P. 250
FITTER - CITS
TASK 2 : Tool offset measurement (Fig 1) in fanuc control
X axis tool offset method
Reference tool is T01 and offset is zero in X and Z axis.
Clamp job in chuck.
Select MDI mode. Press in MDI prog-screen.
Enter tool number: T0200 (Turning tool).
Press insert button, Press cycle start button.
Tool cutting edge position with spindle ON CW or CCW in MDI mode.
Enter MO3 SI500 Press reset button, Press cycle start button.
To select jog mode or MPG mode to move x and z axis.
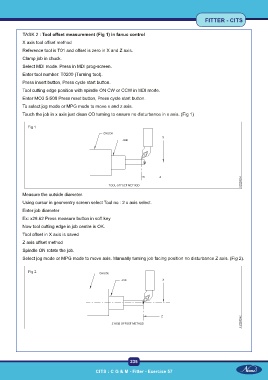
Touch the job in x axis just clean OD turning to ensure no disturbance in x axis. (Fig 1)
Fig 1
Measure the outside diameter.
Using cursor in geomentry screen select Tool no : 2 x axis select.
Enter job diameter
Ex: x28.62 Press measure button in soft key
Now tool cutting edge in job centre is OK.
Tool offset in X axis is saved
Z axis offset method
Spindle ON rotate the job.
Select jog mode or MPG mode to move axis. Manually turning job facing position no disturbance Z axis. (Fig 2).
Fig 2
235
CITS : C G & M - Fitter - Exercise 57 CITS : C G & M - Fitter - Exercise 57