
Page 169 - CTS - Mechanic Diesel - TP
P. 169
MECHANIC DIESEL - CITS
Inspection and Repair
Checking of commutator
Inspect the surface of the commuter should be clean and free from grooves, pits or uneven dipo colouration.
Clean the commutator surface by emery sheet A Coarse cut should first be mate to remove sufficient copper to
clear traces of pitting or distortion. Undercut the commutator, that is the insulation should be removed to a depth
not exceeding the width of the insulation. Finally, the component should again be set up on the lathe and a fine
finishing cut taken using a diamond or tungsten carbide tripped tool to obtain the desired quality of finish. After
matching the commutator, armature must be cleaned thoroughly preferably by means of compressed air, or by
the use of hand bellows
The minimum dia.to which the commutator can be skimmed and still remain serviceable is 45.6 mm (original dia
48 + 0.15 mm)
Checking of Armature winding
Use a 2.3v AC mains and a 220 15w bulb with two probes one of which is applied to the armature core and the
other to all the segment of the commutator in turn. In the vent of the armature being found to be faulty, it must be
replaced.
Press the cultch outer race on the shaft of the new or replacement armature,
Checking of field winding
Test field windings for short to the yoke and poles by means of test probes connected to a supply main not
exceeding 110 volt and in series with a 15 watt lamp One probe should be applied to the yoke and the other
applied to the ends of each of the winding in turn. If the lamp does not light then the insulation is proper.
Test open circuits by means of an ohm meter. It should be connected across each of the winding in turn, and if
infinity or maximum ohms is obtained, then an open circuits is indicated in the winding being tested.
Test the Internal shorts in the auxiliary coils by means of a low rating ohm meter.
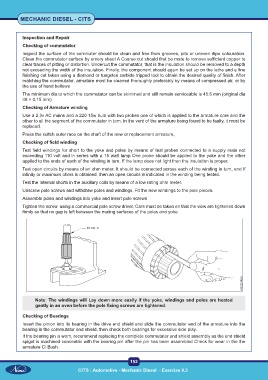
Unscrew pole screws and withdraw poles and windings, Fit the new windings to the pole pieces.
Assemble poles and windings into yoke and insert pole screws
Tighten the screw using a commercial pole screw driver, Care must be taken en that the view are tightened down
firmly so that no gap is left between the mating surfaces of the poles and yoke
Note: The windings will Lay down more easily if the yoke, windings and poles are heated
gently in an oven before the pole fixing screws are tightened.
Checking of Bearings
Insert the pinion into its bearing in the drive end shield and slide the commutator end of the armature into the
bearing in the commutator end shield, then check both bearings for excessive side play.
If the bearing pin is worn, recommend replacing the complete commutator end shield assembly as the end shield
spigot is machined concentric with the bearing pin after the pin has been assembled Check for wear in the the
armature CI Bush.
152
CITS : Automotive - Mechanic Diesel - Exercise 9.3