
Page 106 - CITS - Welder - Trade Practical
P. 106
WELDER - CITS
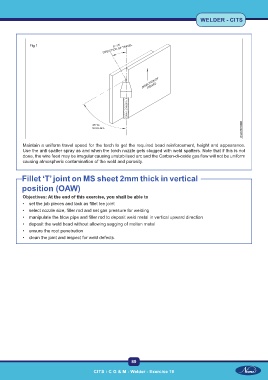
Fig 1
Maintain a uniform travel speed for the torch to get the required bead reinforcement, height and appearance.
Use the anti spatter spray as and when the torch nozzle gets clogged with weld spatters. Note that if this is not
done, the wire feed may be irregular causing unstabilised arc and the Carbon-di-oxide gas flow will not be uniform
causing atmospheric contamination of the weld and porosity.
Fillet ‘T’ joint on MS sheet 2mm thick in vertical
position (OAW)
Objectives: At the end of this exercise, you shall be able to
• set the job pieces and tack as fillet tee joint
• select nozzle size, filler rod and set gas pressure for welding
• manipulate the blow pipe and filler rod to deposit weld metal in vertical upward direction
• deposit the weld bead without allowing sagging of molten metal
• ensure the root penetration
• clean the joint and inspect for weld defects.
89
CITS : C G & M - Welder - Exercise 19