
Page 149 - CITS - Welder - Trade Practical
P. 149
WELDER - CITS
• Apply flux in powder form by dipping hot filler rod. Then tack weld on both ends of the joint with a uniform root
gap of 2.5mm.
• Weld the root run using leftward technique and 3mmø filler rod keeping the job at 30° slope.
• Ensure wetting of weld faces by the filler metal before building up the bead.
• Heat the weld faces only to dull red color by giving circular motion to the blow pipe.
It is not necessary to melt the base metal for bronze welding of cast iron.
• Clean the root run and deposit the 2nd run using 5mm filler rod after applying flux.
• Fill the joint by filler metal to get a maximum of 1.5mm reinforcement, good ripple formation.
• Clean the joint removing any flux residue and inspect for defects.
• Heat control is important. If the heat is insufficient the bronze metal will not wet the surface or flow properly.
• Excess heat will cause the bronze metal to flow more freely and not allow it to build up.
Skill Sequence
Bronze welding of single ‘V’ butt joint on cast iron plate of
6mm thick
Objectives: At the end of this exercise you shall be able to
• prepare and bronze welding of single ‘V’ butt joint on cast iron plate of 6mm thick.
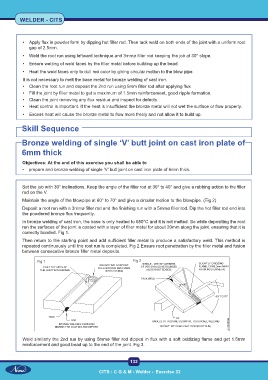
Set the job with 30° inclinations. Keep the angle of the filler rod at 30° to 40° and give a rubbing action to the filler
rod on the V.
Maintain the angle of the blowpipe at 60° to 70° and give a circular motion to the blowpipe. (Fig 2)
Deposit a root run with a 3mmø filler rod and the finishing run with a 5mmø filler rod. Dip the hot filler rod end into
the powdered bronze flux frequently.
In bronze welding of cast iron, the base is only heated to 650°C and it is not melted. So while depositing the root
run the surfaces of the joint is coated with a layer of filler metal for about 20mm along the joint, ensuring that it is
correctly bonded. Fig 1.
Then return to the starting point and add sufficient filler metal to produce a satisfactory weld. This method is
repeated continuously until the root run is completed. Fig 2 Ensure root penetration by the filler metal and fusion
between consecutive bronze filler metal deposits.
Fig 1 Fig 2
Weld similarly the 2nd run by using 5mmø filler rod dipped in flux with a soft oxidizing flame and get 1.5mm
reinforcement and good bead up to the end of the joint. Fig 3.
132
CITS : C G & M - Welder - Exercise 32 CITS : C G & M - Welder - Exercise 32