
Page 154 - CITS - Welder - Trade Practical
P. 154
WELDER - CITS
Finish the weld by filling up the crater.
Post heat the job to dull red colour
Allow the job to cool slowly by covering the job with a heap of lime or ash or dry sand.
After cooling, clean the welded job with a wire brush and inspect for weld defects like porosity, cracks,
slag inclu sions, undercut, lack of penetration etc.
• Clean the surface of the work piece from oil, grease, dirt and remove oxides if any by filing/grinding.
• Grind the edges of the plate to (no feather edge) form a single V of included angle of 90°. Round off all sharp
edges.
• Select nozzle No.10.
• Select a silicon bronze filler rod of 3mmø for the root run and 5mmø for the 2nd run.
• Select bronze flux and 0.15 kg/cm² pressure for both gases.
Skill Sequence
Bronze welding of single ‘V’ butt joint on cast iron plate of
6mm thick
Objectives: At the end of this exercise you shall be able to
• prepare and bronze welding of single ‘V’ butt joint on cast iron plate of 6mm thick.
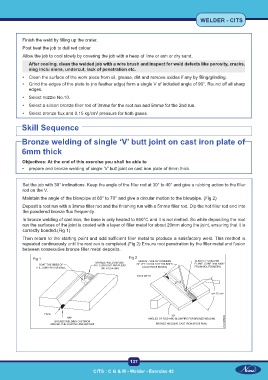
Set the job with 30° inclinations. Keep the angle of the filler rod at 30° to 40° and give a rubbing action to the filler
rod on the V.
Maintain the angle of the blowpipe at 60° to 70° and give a circular motion to the blowpipe. (Fig 2)
Deposit a root run with a 3mmø filler rod and the finishing run with a 5mmø filler rod. Dip the hot filler rod end into
the powdered bronze flux frequently.
In bronze welding of cast iron, the base is only heated to 650°C and it is not melted. So while depositing the root
run the surfaces of the joint is coated with a layer of filler metal for about 20mm along the joint, ensuring that it is
correctly bonded.(Fig 1)
Then return to the starting point and add sufficient filler metal to produce a satisfactory weld. This method is
repeated continuously until the root run is completed.(Fig 2) Ensure root penetration by the filler metal and fusion
between consecutive bronze filler metal deposits.
Fig 1 Fig 2
137
CITS : C G & M - Welder - Exercise 45