
Page 258 - CITS - Welder - Trade Practical
P. 258
WELDER - CITS
• At the end of the welding perform the carter filler treatment by repeating the torch switch ON-OFF
• Cut the arc and hold at the finishing point unit molten metal solidifies
• Visual inspection: slight convexity, uniform width, uniform ripples and free from under cut at the toes of the
weld indicate a smooth
Note: Wear protective clothing.
Skill Sequence
Make Tee joint on MS sheet in down hand position by GTAW
In ‘T’ joint - filler metal is necessary regardless of the thickness of the metal.
As a rule, a weld should be made on both sides of the fillet joints.
The number of passes over the seam will depend on the thickness of the material and the size of the weld to be
made in this process.
Follow the recommendations for the correct gas flow, otherwise the shielding gas will not be effective.
Welding the lap fillet joint in flat position
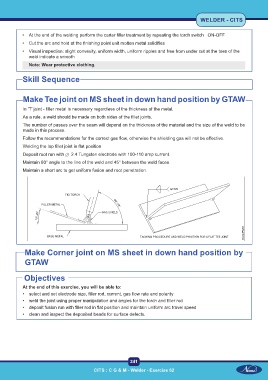
Deposit root run with ∅ 2.4 Tungsten electrode with 100-110 amp current.
Maintain 80° angle to the line of the weld and 45° between the weld faces.
Maintain a short arc to get uniform fusion and root penetration.
Make Corner joint on MS sheet in down hand position by
GTAW
Objectives
At the end of this exercise, you will be able to:
• select and set electrode size, filler rod, current, gas flow rate and polarity
• weld the joint using proper manipulation and angles for the torch and filler rod
• deposit fusion run with filler rod in flat position and maintain uniform arc travel speed
• clean and inspect the deposited beads for surface defects.
241
CITS : C G & M - Welder - Exercise 62