
Page 255 - CITS - Welder - Trade Practical
P. 255
WELDER - CITS
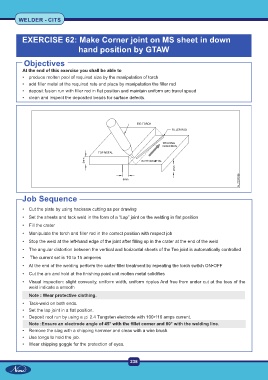
EXERCISE 62: Make Corner joint on MS sheet in down
hand position by GTAW
Objectives
At the end of this exercise you shall be able to
• produce molten pool of required size by the manipulation of torch
• add filler metal at the required rate and place by manipulation the filler rod
• deposit fusion run with filler rod in flat position and maintain uniform arc travel speed
• clean and inspect the deposited beads for surface defects.
Job Sequence
• Cut the plate by using hacksaw cutting as per drawing
• Set the sheets and tack weld in the form of a “Lap” joint on the welding in flat position
• Fill the crater
• Manipulate the torch and filler rod in the correct position with respect job
• Stop the weld at the left•hand edge of the joint after filling up in the crater at the end of the weld
• The angular distortion between the vertical and horizontal sheets of the Tee joint is automatically controlled
• The current set is 10 to 15 amperes
• At the end of the welding perform the carter filler treatment by repeating the torch switch ON•OFF
• Cut the arc and hold at the finishing point unit molten metal solidifies
• Visual inspection: slight convexity, uniform width, uniform ripples And free from under cut at the toes of the
weld indicate a smooth
Note : Wear protective clothing.
• Tack-weld on both ends.
• Set the lap joint in a flat position.
• Deposit root run by using a ∅ 2.4 Tungsten electrode with 100•110 amps current.
Note :Ensure an electrode angle of 45° with the fillet corner and 80° with the welding line.
• Remove the slag with a chipping hammer and clean with a wire brush.
• Use tongs to hold the job.
• Wear chipping goggle for the protection of eyes.
238