
Page 163 - CITS - Welder - Trade Theory
P. 163
WELDER - CITS
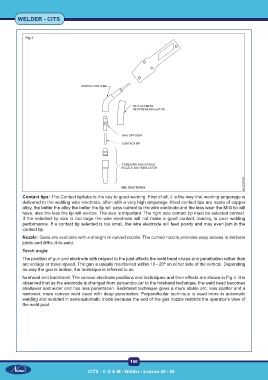
Fig 3
Contact tips: The Contact tip/tube is the key to good welding. First of all, it is the way that welding amperage is
delivered to the welding wire electrode, often with a very high amperage. Most contact tips are made of copper
alloy, the better the alloy the better the tip will pass current to the wire electrode and the less wear the MIG tip will
have; also the less the tip will oxidize. The size is important. The right size contact tip must be selected contact.
If the selected tip size is too large the wire electrode will not make a good contact, leading to poor welding
performance. If a contact tip selected is too small, the wire electrode will feed poorly and may even jam in the
contact tip.
Nozzle: Guns are available with a straight or curved nozzle. The curved nozzle provides easy access to intricate
joints and difficult-to-weld.
Torch angle
The position of gun and electrode with respect to the joint affects the weld bead shape and penetration rather than
arc voltage or travel speed. The gun is usually maintained within 10 - 20º on either side of the vertical. Depending
on way the gun is incline, the technique is referred to as
forehead and backhand. The various electrode positions and techniques and their effects are shown in Fig 4. It is
observed that as the electrode is changed from perpendicular to the forehand technique, the weld bead becomes
shallower and wider and has less penetration. Backhand technique gives a more stable arc, less spatter and a
narrower, more convex weld bead with deep penetration. Perpendicular technique is used more in automatic
welding and avoided in semi-automatic mode because the end of the gas nozzle restricts the operator’s view of
the weld pool.
150
CITS : C G & M - Welder - Lesson 49 - 60