
Page 196 - CITS - Welder - Trade Theory
P. 196
WELDER - CITS
2 Alloy steel electrodes
Mandatory classification designators
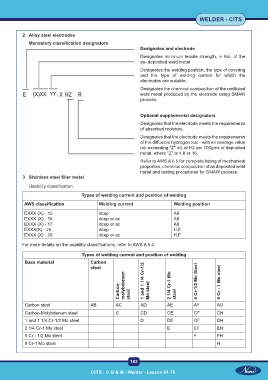
Designates and electrode
Designates minimum tensile strength, in Ksi, of the
as- deposited weld metal
Designates the welding position, the type of covering
and the type of welding current for which the
electrodes are suitable.
Designates the chemical composition of the undiluted
weld metal produced by the electrode using SMAW
process.
Optional supplemental designators
Designates that the electrode meets the requirements
of absorbed moisture.
Designates that the electrode meets the requirements
of the diffusible hydrogen test - with an average value
not exceeding "Z" mL of H2 per 100gms of deposited
metal, where "Z" is 4,8 or 16.
Refer to AWS A 5.5 for complete listing of mechanical
properties, chemical composition of as deposited weld
metal and testing procedures for SMAW process.
3 Stainless steel filler metal
Usability classification
Types of welding current and position of welding
AWS classification Welding current Welding position
EXXX (X) - 15 dcep All
EXXX (X) - 16 dcep or ac All
EXXX (X) - 17 dcep or ac All
EXXX(X) - 25 dcep H,F
EXXX (X) - 26 dcep or ac H,F
For more details on the usability classifications, refer to AWS A 5.4
Types of welding current and position of welding
Base material Carbon
steel
Carbon- molybdenum steel 1 and 1 1/4 Cr-1/2 Mo steel 2 1/4 Cr-1 Mo steel 5 Cr-1/2 Mo Steel 9 Cr - 1 Mo steel
Carbon steel AB AC AD AE AF AG
Carbon-Molybdenum steel C CD CE CF CH
1 and 1 1/4 Cr-1/2 Mo steel D DE DF DH
2 1/4 Cr-1 Mo steel E EF EH
5 Cr - 1/2 Mo steel F FH
9 Cr-1 Mo steel H
183
CITS : C G & M - Welder - Lesson 61-76