
Page 199 - CITS - Welder - Trade Theory
P. 199
WELDER - CITS
Titanium and Commercially Pure ERTI-1, -2, -3, -4 A 5-16
Titanium alloys) Ti-6 Al-4V ERTI -6 Al-4V
5 (ASTM Standards Ti-0.15 Pd ERTI -0.2 Pd
Volume 2.04 Ti-5 Al-2 5Sn ERTI-5 AI-2.5Sn
Ti-13V-11Cr-3A1 ERTi-13V-11Cr-3AI
Austenitic Stainless Type 201 ER308 A5-9
Steels (ASTM Types 301, 302, 304
Standards Volume and 308 ER308
1.04) Type 304L ER308L
6 Type 310 ER310
Type 316 ER316
Type 321 ER321
Type 347 ER347
Carbon Steels Hot and Cold rolled E70S-3, or E70S-1 A 5-18
Plain Carbon Steels E70S-2, E70S-4.
7
E70S-5, E70S-6
Argon / Helium gas properties and application
Necessity
The Shielding gas provides the suitable ionising atmosphere for the arc and protects the weld pool from
atmosphere contamination. Inert gases Argon and Helium are used for TIG Welding Nitrogen is tried along with
argon for joining copper and copper alloys.
Argon gas
Argon is generally considered better shielding gas for the TIG welding because it provides better control of the
weld puddle and the arc and prevents atmosphere contamination. It is possible to see the arc as there is less
clouding. Argon provides a more perfect shield as it is heavier than air and it blankets weld better than air. It
provides a better cleaning action on Aluminium and Magnesium. Argon being a chemically inert gas and it forms
no compound with other chemicals
Argon is a heavy inert monatomic gas with an atomic weight of 40. It is obtained from the atmosphere by
liquefaction of air, refined and transported as a liquid. Argon can be obtained at 99.995% purity
Helium gas
Helium is a light, inert, monatomic gas with an atomic weight of 4. All commercial helium is extracted from natural
gas. It is shipped as a gas in cylinders. Because helium is lighter than air, higher flow rate is required than Argon.
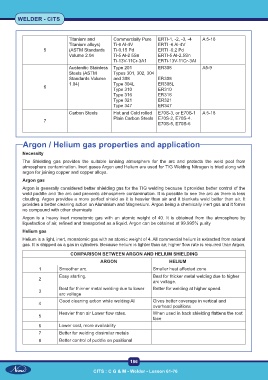
COMPARISON BETWEEN ARGON AND HELIUM SHIELDING
ARGON HELIUM
1 Smoother arc. Smaller heat affected zone
Easy starting. Best for thicker metal welding due to higher
2
arc voltage.
Best for thinner metal welding due to lower Better for welding at higher speed.
3
arc voltage
Good cleaning action while welding Al Gives better coverage in vertical and
4
overhead positions
Heavier than air Lower flow rates. When used in back shielding flattens the root
5
face
6 Lower cost, more availability
7 Better for welding dissimilar metals
8 Better control of puddle on positional
186
CITS : C G & M - Welder - Lesson 61-76 CITS : C G & M - Welder - Lesson 61-76