
Page 205 - CITS - Welder - Trade Theory
P. 205
WELDER - CITS
Types of weld defects, causes, remedy in GTAW
Objectives : At the end of this lesson you shall be able to
• describe the weld defect in GTAW
• explain the weld defect causes in GTAW
• explain the weld defect remedy in GTAW.
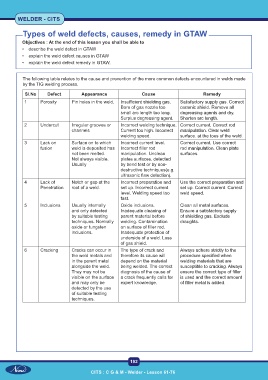
The following table relates to the cause and prevention of the more common defects encountered in welds made
by the TIG welding process.
Sl.No Defect Appearance Cause Remedy
1 Porosity Pin holes in the weld. Insufficient shielding gas. Satisfactory supply gas. Correct
Bore of gas nozzle too ceramic shield. Remove all
small arc length too long. degreasing agents and dry.
Surplus degreasing agent. Shorten arc length.
2 Undercut Irregular grooves or Incorrect welding technique. Correct current. Correct rod
channels Current too high. Incorrect manipulation. Clear weld
welding speed. surface. at the toes of the weld.
3 Lack on Surface on to which Incorrect current level. Correct current. Use correct
fusion weld is deposited has Incorrect filler rod rod manipulation. Clean plate
not been melted. manipulation. Unclean surfaces.
Not always visible. plates surfaces. detected
Usually by bend test or by non-
destructive techniques(e.g.
ultrasonic flaw detection).
4 Lack of Notch or gap at the Incorrect preparation and Use the correct preparation and
Penetration root of a weld. set up. Incorrect current set up. Correct current. Correct
level. Welding speed too weld speed.
fast.
5 Inclusions Usually internally Oxide inclusions. Clean all metal surfaces.
and only detected Inadequate cleaning of Ensure a satisfactory supply
by suitable testing parent material before of shielding gas. Exclude
techniques. Normally welding. Contamination draughts.
oxide or tungsten on surface of filler rod.
inclusions. Inadequate protection of
underside of a weld. Loss
of gas shield.
6 Cracking Cracks can occur in The type of crack and Always adhere strictly to the
the weld metals and therefore its cause will procedure specified when
in the parent metal depend on the material welding materials that are
alongside the weld. being welded. The correct susceptible to cracking. Always
They may not be diagnosis of the cause of ensure the correct type of filler
visible on the surface a crack frequently calls for is used and the correct amount
and may only be expert knowledge. of filler metal is added.
detected by the use
of suitable testing
techniques.
192
CITS : C G & M - Welder - Lesson 61-76