
Page 207 - CITS - Welder - Trade Theory
P. 207
WELDER - CITS
d Penetration: The high speeds and current densities of submerged arc welding produce deep penetration.
Full butt welds can be made in one pass from each side without edge preparation in material up to 5/8" thick.
Full penetration fillet welds can be made in materials upto 3/4" thick without edge preparation. Because of
the large amount of penetration into the base metal, even where a groove is used, the joint is largely base
metal. Approximately two volumes of base metal are melted to one volume of filler metal. The large amount
of base metal fused in the joint permits welding many different types of steel electrode. The chemistry of
the joint can be controlled through procedure variables and by putting alloys in the flux, through which they
are transferred to weld metal.
4 Advantages: The process has many advantages and equipment, for the application of the process is so
versatile that the advantages can be realised on many types of jobs.
a Cost: The most obvious advantage of submerged arc welding is cost reduction. Not only arc welding
speed increased to 2 to 10 times that of hand welding, but also, frequently, other factors that contribute to
cost are significantly affected. The high penetration of the submerged arc can eliminate or reduce the cost
of edge preparation. The uniform heat input and high speeds reduce the amount of distortion in the work.
The automatic, continuous operation of the process greatly increases the operating factor for the job.
Contributing also to this are improved working condition, absence of the visible arc and therefore need to
wear a shield. The elimination of spatter by the flux shielding and the usually easy removal of the fuesd flux
reduce cleaning time.
b Quality: The mechanical operation of the process, machine control of procedures, and the efficient shielding
provided by the granular flux produce uniformly excellent weld metal. Welds are smooth with minimum
reinforcement, strong, dense and ductile. Since the flux is inorganic, the welds are also low in hydrogen
and therefore, low in crack sensitivity welds can be enameled without stress relieving and meet the rigid
requirement of the ASME pressure vessel code.
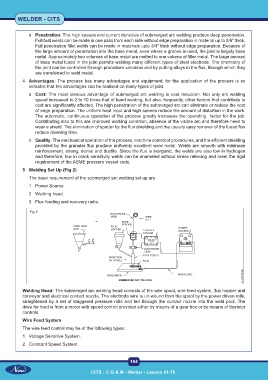
5 Welding Set Up (Fig 2)
The basic requirement of the submerged arc welding set up are:
1 Power Source.
2 Welding head.
3 Flux feeding and recovery units.
Fig 2
Welding Head: The submerged arc welding head consists of the wire spool, wire feed system, flux hopper and
conveyor and electrical contact nozzle. The electrode wire is un-wound from the spool by the power driven rolls,
straightened by a set of staggered pressure rolls and fed through the contact nozzle into the weld pool. The
drive for feed is from a motor with speed control provided either by means of a gear box or by means of thyristor
controls.
Wire Feed System
The wire feed control may be of the following types:
1 Voltage Sensitive System.
2 Constant Speed System.
194
CITS : C G & M - Welder - Lesson 61-76