
Page 211 - CITS - Welder - Trade Theory
P. 211
WELDER - CITS
Fluxes: Today two main types of fluxes are available depending on the method of manufacture fused and
agglomerated.
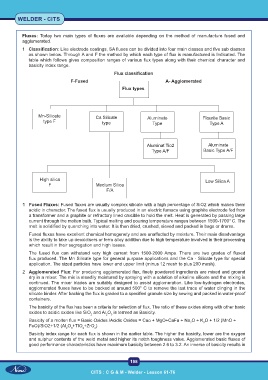
1 Classification: Like electrode coatings, SA fluxes can be divided into four main classes and five sub classes
as shown below. Through A and F the method by which each type of flux is manufactured is Indicated. The
table which follows gives composition ranges of various flux types along with their chemical character and
basicity index range.
Flux classification
F-Fused A- Agglomerated
Flux types
Mn-Silicate Ca Silicate Aluminate Flourite Basic
type F type Type Type A
Aluminat Tio2 Aluminate
Type A/F Basic Type A/F
High silica Low Silica A
F Medium Silica
F/A
1 Fused Fluxes: Fused fluxes are usually complex silicate with a high percentage of SiO2 which makes them
acidic in character. The fused flux is usually produced in an electric furnace using graphite electrode fed from
a transformer and a graphite or refractory lined crucible to hold the melt. Heat is generated by passing large
current through the molten bath. Typical melting and pouring temperature ranges between 1500-1700° C. The
melt is solidified by quenching into water. It is then dried, crushed, sieved and packed in bags or drums.
Fused fluxes have excellent chemical homogenety and are unaffected by moisture. Their main disadvantage
is the ability to take up deoxidisers or ferro alloy addition due to high temperature involved in their processing
which result in their segregation and high losses.
The fused flux can withstand very high current from 1500-2000 Amps. There are two grades of fluxed
flux produced. The Mn Silicate type for general purpose applications and the Ca - Silicate type for special
application. The sized particles have lower and upper limit (minus 12 mesh to plus 200 mesh).
2 Agglomerated Flux: For producing agglomerated flux, finely powdered ingredients are mixed and ground
dry in a mixer. The mix is steadily moistured by spraying with a solution of alkaline silicate and the mixing is
continued. The mixer blades are suitably designed to assist agglomeration. Like low-hydrogen electrodes,
agglomerated fluxes have to be backed at around 500° C to remove the last trace of water clinging in the
silicate binder. After backing the flux is graded to a specified granule size by sewing and packed in water-proof
containers.
The basicity of the flux has been a criteria for selection of flux. The ratio of these oxides along with other basic
oxides to acidic oxides like SiO and Al O is termed as Basicity.
2 2 3
Basicity of a molten flux = Basic Oxides /Acidic Oxides = Cao + MgO+CaFa + Na O + K O + 1/2 (MnO +
2
2
FeO)/SiO2+1/2 (Al O +TIO +ZrO )
3
2
2
2
Basicity index range for each flux is shown in the earlier table. The higher the basicity, lower are the oxygen
and sulphur contents of the weld metal and higher its notch toughness value. Agglomerated basic fluxes of
good performance characteristics have maximum basicity between 2.6 to 3.2. An inverse of basicity results in
198
CITS : C G & M - Welder - Lesson 61-76