
Page 206 - CITS - Welder - Trade Theory
P. 206
WELDER - CITS
Submerged Arc welding- principles, application - Types
of flux, welding head, power source and parameter
setting
Objectives : At the end of this lesson you shall be able to
• describe the submerge arc welding principal
• explain the submerged arc welding flux
• explain the submerged welding power source.
1 Introduction: The optimum performance of welded vessels and structures in service have led to the full
exploitation of automatic welding processes. Submerged Arc Welding has been playing a prominent role in
this endeavour and it finds application in a variety of components from pressure vessels, structures machine
building etc., to hard facing of components exposed to wear. In submerged arc welding processes, the heat for
welding is supplied by an arc, developed between a consumable electrode and the work piece under a blanket
of granulated flux.
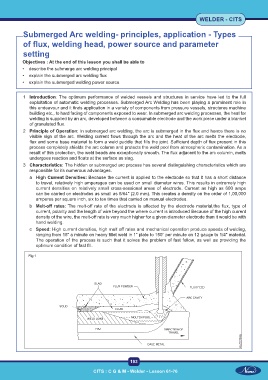
2 Principle of Operation: In submerged arc welding, the arc is submerged in the flux and hence there is no
visible sign of the arc. Welding current flows through the arc and the heat of the arc melts the electrode,
flux and some base material to form a weld puddle that fills the joint. Sufficient depth of flux present in this
process completely shields the arc column and protects the weld pool from atmospheric contamination. As a
result of this protection, the weld beads are exceptionally smooth. The flux adjacent to the arc columin, melts
undergoes reaction and floats at the surface as slag.
3 Characteristics: The hidden or submerged arc process has several distinguishing characteristics which are
responsible for its numerous advantages.
a High Current Densities: Because the current is applied to the electrode so that it has a short distance
to travel, relatively high amperages can be used on small diameter wires. This results in extremely high
current densities on relatively small cross-sessional areas of electrode. Current as high as 600 amps
can be carried on electrodes as small as 5/64" (2.0 mm). This creates a density on the order of 1,00,000
amperes per square inch, six to ten times that carried on manual electrodes.
b Melt-off rates: The melt-off rate of the electrode is affected by the electrode material,the flux, type of
current, polarity and the length of wire beyond the where current is introduced Because of the high current
density of the wire, the melt-off rate is very much higher for a given diameter electrode than it would be with
hand welding.
c Speed: High current densities, high melt off rates and mechanical operation produce speeds of welding,
ranging from 15" a minute on heavy fillet weld in 1" plate to 150" per minute on 12 gauge to 1/4" material.
The operation of the process is such that it solves the problem of fast follow, as well as providing the
optimum condition of fast fill.
Fig 1
193
CITS : C G & M - Welder - Lesson 61-76