
Page 246 - CITS - Welder - TT - Hindi
P. 246
वे र - CITS
Fig 7
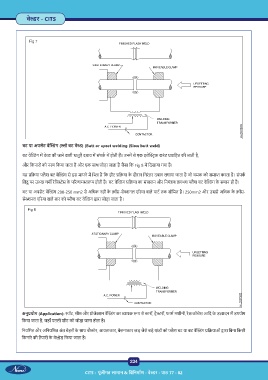
बट या अपसेट वे ंग ( ो बट वे ) (Butt or upset welding (Slow butt weld)
बट वे ंग म वे की जाने वाली धातुएँ दबाव म संपक म होती ह । उनम से एक इले क करंट वािहत की जाती है,
और िकनारों को नरम िकया जाता है और एक साथ जोड़ा जाता है जैसा िक Fig 8 म िदखाया गया है।
यह ि या ैश बट वे ंग से इस मायने म िभ है िक हीट ि या के दौरान िनरंतर दबाव लगाया जाता है जो चमक को समा करता है। संपक
िबंदु पर उ गम रेिज स के प रणाम प होती है। बट वे ंग ि या का संचालन और िनयं ण लगभग ैश बट वे ंग के समान ही है।
बट या अपसेट वे ंग 200-250 mm2 से अिधक नहीं के ॉस-से नल ए रया वाले पाट तक सीिमत है। 250mm2 और उससे अिधक के ॉस-
से नल ए रया वाले बार को ैश बट वे ंग ारा जोड़ा जाता है।
Fig 8
अनु योग (Application): ॉट, सीम और ोजे न वे ंग का ापक प से कारों, ट ै रों, फाम मशीनों, रेल कोचेस आिद के उ ादन म उपयोग
िकया जाता है, जहाँ पतली शीट को जोड़ा जाना होता है।
िनयिमत और अिनयिमत अंत चेहरों के साथ चौकोर, आयताकार, बेलनाकार छड़ जैसे बड़े खंडों को ैश बट या बट वे ंग ि याओं ारा िबना िकसी
िकनारे की तैयारी के वे ेड िकया जाता है।
234
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 77 - 82